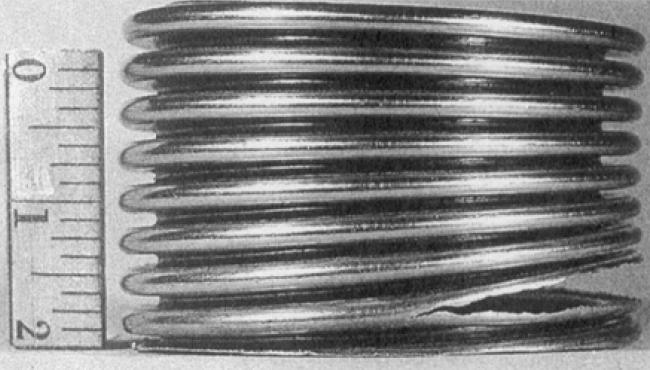
รูปที่ 1 ชิ้นงานใบพัดเกิดการสึกหรอร่วมกับการกัดกร่อน (Corrosion Wear)
การสึกหรอเป็นศัพท์ทั่วไปที่ใช้อธิบายการเสื่อมสภาพของผิวหน้าวัสดุจากการเสียดสีที่เริ่มต้นจากการสัมผัสกันระหว่างผิวหน้าสองผิวหน้าที่อันใดอันหนึ่งมีการเคลื่อนที่ และอุณหภูมิจะมีผลต่ออัตราการสึกหรอเป็นอย่างมาก เนื่องจากการเสียดสีทำให้เกิดความร้อนได้ อันส่งผลกระทบต่อโครงสร้างจุลภาคของวัสดุและทำให้เพิ่มความไวต่อการเสื่อมสภาพด้วย ชิ้นส่วนจำพวกแบริ่ง ลูกเบี้ยว และเฟือง เป็นวัสดุที่มักจะเกิดการสึกหรอได้ง่ายมาก การสึกหรอมีหลายรูปแบบเช่น Adhesive wear, abrasive wear, corrosive wear, surface fatigue wear, impact wear และ fretting wear ซึ่งจะได้กล่าวรายละเอียดคร่าวๆ ในลำดับต่อไป
การป้องกันหรือลดปัญหาการเสื่อมสภาพของผิวหน้าวัสดุจากการสึกหรอสามารถปรับปรุงได้หลายวิธีการ เช่น การใช้สารหล่อลื่นและการปรับปรุงผิวหน้าชิ้นงาน เป็นต้น การเลือกใช้วัสดุที่ต้านทานต่อการสึกหรอ เช่น วัสดุที่มีความแข็งสูง เช่นเซรามิกส์ ก็เป็นทางเลือกที่ดีสำหรับป้องกันการสึกหรอที่รุนแรง นอกจากนั้นยังมีการเคลือบผิวแข็งด้วย ทังสเตน-คาร์ไบด์-โคบอลท์ ซึ่งสามารถที่จะเพิ่มความแข็งให้กับวัสดุได้ โดยเฉพาะวัสดุที่มีผิวหน้านิ่ม การปรับปรุงผิวหน้าหรือการอบชุบสามารถใช้ในการเพิ่มความแข็งหรือเพิ่มความเรียบให้กับวัสดุ ยกตัวอย่างการทำคาร์บูไรซิ่งและการเตรียมผิวที่ดี
1. การสึกหรอแบบยึดติด (Adhesive Wear)
เป็นการสึกหรอที่เกิดจากการสัมผัสกันของผิวหน้าชิ้นงาน 2 ชิ้น ที่มีการเคลื่อนที่อันส่งผลให้เกิดความเค้นสัมผัส (Contact Stress) ที่สูงและเกิดขึ้นเนื่องจากธรรมชาติของความหยาบของผิวหน้าวัสดุ หรืออาจกล่าวได้อีกนัยหนึ่งว่าวัสดุ 2 ชนิดเสียดสีกันทำให้เกิดความเครียดเกินจุดครากของวัสดุ เนื้อวัสดุบริเวณที่ถูกเสียดสีจะเกิด plastic zone เมื่อชิ้นงานเคลื่อนที่ไป ชิ้นงานที่มีความแข็งแรงมากกว่าจะพาเอาเนื้อวัสดุของชิ้นงานที่มีความแข็งน้อยกว่าไปด้วย ทำให้เกิดการสึกหรอขึ้น ถ้าผิวหน้าที่เคลื่อนที่มีการเสียดสีกันอย่างต่อเนื่อง ค่าความเค้นแรงเฉือนที่บริเวณที่เกิดพันธะอะตอมมิคจะเพิ่มขึ้นจนมีค่าเกินขีดจำกัดของอีกวัสดุหนึ่งและทำให้จุดที่สัมผัสกันเกิดการแตก พร้อมทั้งนำชิ้นส่วนติดมาด้วย ชิ้นส่วนที่เกิดการแตกสามารถหลุดออกมาเป็นเศษชิ้นโลหะหรือยังคงเหลือพันธะอะตอมมิคไว้บนผิวหน้าชิ้นงานที่อยู่ฝั่งตรงกันข้าม การสึกหรอแบบยึดติดยังมีชื่อเรียกอื่นๆ อีก คือ scoring, scuffing, galling หรือ seizure
ความแข็งสูงแต่มีความแข็งแรงต่ำเป็นสมบัติที่ต้องพิจารณาเมื่อจะนำชิ้นส่วนมาประยุกต์ใช้งานที่ต้านทานการสึกหรอแบบยึดติด อย่างไรก็ตาม สมบัติเหล่านี้อาจจะอยู่ในวัสดุชิ้นเดียวกันก็ได้ ยกตัวอย่างเช่น วัสดุ Resistant monolithic ซึ่งเป็นวัสดุคอมโพสิทที่มีความแข็งแรงต่ำ มีความยืดหยุ่นสูง และมีความแข็งสูง และวัสดุเซรามิกส์ที่มีความหนาแน่นต่ำ เป็นต้น
2. การกะเทาะ (Galling)
(รูปแบบนี้ได้กล่าวไปก่อนหน้านี้แล้ว) เป็นรูปแบบการเสียหายของการสึกหรอแบบยึดติดที่ค่อนข้างรุนแรง เกิดขึ้นเนื่องจากการเสียดสีกันอย่างรุนแรง ส่งผลให้เกิดการเชื่อมติดกันของเฟสของแข็งแบบเฉพาะที่และส่งผลให้เกิดการหลุดร่อนของชิ้นส่วนโลหะ กระบวนการนี้เป็นสาเหตุสำคัญที่ทำให้เกิดการเสียหายบนผิวหน้าของวัสดุใดวัสดุหนึ่งหรือทั้งสองวัสดุ
3. การสึกหรอแบบขัดสี (Abrasive Wear)
การเซาะร่อง การขัดหยาบ และการขูดผิว เป็นตัวอย่างที่ดีสำหรับการเสียหายด้วยรูปแบบดังกล่าวที่เกิดขึ้นเนื่องจากผิวหน้าชิ้นงานที่เป็นวัตถุแข็งมีการเปลี่ยนที่หรือมีการเคลื่อนที่ของวัสดุที่มีผลมาจากแรงปฏิสัมพันธ์กับผิวหน้าของวัตถุอื่นหรืออนุภาคอื่น โดยอนุภาคสามารถฝังลึกลงไปผิวหน้าของวัสดุทั้งสองที่สัมผัสกันและมีการเคลื่อนที่เสียดสีระหว่างกันทำให้เกิดการเสียดสี (การเปลี่ยนที่และการเคลื่อนที่ของผิวหน้าวัสดุ) ของผิวหน้าวัสดุที่มีความแข็งน้อยกว่า แหล่งที่มาของอนุภาคอาจเกิดจากสารแปลกปลอม (ที่มาจากสิ่งแวดล้อมด้านนอก) เศษชิ้นส่วนที่เกิดจากการสึกหรอ หรืออนุภาคของแข็งที่เจือปนอยู่ในของไหล ในอีกนัยหนึ่ง การสึกหรอจากการเสียดสีสามารถเกิดได้จากกรณีที่ไม่มีเศษวัสดุหลุดออกมา แต่เกิดขึ้นเนื่องจากความหยาบของผิวหน้าวัสดุอีกอันหนึ่งทำให้เกิดการเสียดสี กลไกการสึกหรอนี้ต่างจากการสึกหรอแบบยึดติดคือไม่มีพันธะอะตอมมิคที่เกิดขึ้นบนผิวหน้าทั้งสอง การสึกกร่อนแบบขัดสี (Abrasive Erosion) อาจเกิดขึ้นเมื่อของไหลมีอนุภาคของแข็งเจือปนและมีทิศทางการเคลื่อนที่ขนานกับผิวหน้าของวัสดุ และอนุภาคเหล่านั้นก็ทำให้ผิวหน้าวัสดุค่อยๆ เกิดการเสื่อมสภาพทีละเล็กทีละน้อย
ความแข็งของวัสดุเป็นตัวแปรที่สำคัญต่ออัตราการสึกหรอแบบขัดสีของผิวหน้าชิ้นงาน คือ ถ้าผิวหน้าวัสดุมีความแข็งสูงจะทำให้อัตราการสึกหรอต่ำ และถ้าความแข็งของผิวหน้าวัสดุมีค่าสูงกว่าความแข็งของอนุภาคที่มาขัดสี เราอาจจะสังเกตเห็นการสึกหรอแม้เพียงเล็กน้อย และอนุภาคเหล่านั้นอาจจะแตกเป็นชิ้นเล็กชิ้นน้อยได้ วัสดุที่มีสมบัติด้านความแข็งและความแกร่งสูงจะเหมาะสำหรับใช้งานที่ต้านทานต่อการสึกหรอแบบขัดสี ยกตัวอย่างเช่น เหล็กกล้าที่มีความแข็งสูงหรือเหล็กกล้าที่ผิวหน้ามีความแข็งสูง โลหะผสมโคบอลท์ และเซรามิกส์ เป็นต้น
4. การสึกหรอจากการกัดกร่อน (Corrosion Wear)
เมื่ออิทธิพลของการกัดกร่อนและการสึกหรอเกิดขึ้นร่วมกัน การเสื่อมสภาพของผิวหน้าวัสดุอาจจะเกิดขึ้นได้อย่างรวดเร็ว กระบวนการที่เกิดขึ้นนี้เป็นที่ทราบกันดีโดยเราจะเรียกว่า การสึกหรอจากการกัดกร่อน ดังนั้นการสร้างฟิล์มหรือชั้นเคลือบจะนิยมนำมาประยุกต์ใช้เพื่อปกป้องโลหะพื้น (Base Metal) หรือโลหะผสมจากสิ่งแวดล้อมที่รุนแรงจนนำไปสู่ปัญหาการกัดกร่อน ถ้าผิวหน้าของชั้นเคลือบอยู่ภายใต้สภาวะการรับแรงจากการสึกหรอแบบขัดสีและแบบยึดติด จะทำให้เกิดการสูญเสียชั้นเคลือบจากผิวหน้าของวัสดุได้ ในขณะเดียวกันผิวหน้าของโลหะพื้นที่สูญเสียชั้นเคลือบก็สามารถเกิดการกัดกร่อนต่อเนื่องไปได้อีก ในอีกนัยหนึ่ง ผิวหน้าที่เกิดการกัดกร่อนหรือเกิดออกซิไดซ์อาจจะทำให้สมบัติทางกลลดลงและมีอัตราการสึกหรอสูงขึ้น นอกจากนั้นผลิตภัณฑ์การกัดกร่อนที่มีอนุภาคของออกไซด์ที่หลุดออกมาจากผิวหน้าของวัสดุสามารถทำตัวเป็นอนุภาคที่ทำให้เกิดการเสียดสีต่อไปได้เช่นกัน
5. การสึกหรอร่วมกับการล้าบนผิวหน้า (Surface Fatigue Wear)
การล้าที่ผิวหน้าหรือการล้าจากการสัมผัสเกิดขึ้นเมื่อผิวหน้าของวัสดุ 2 ชิ้น ที่สัมผัสกับวัสดุอีกอันหนึ่งที่กำลังกลิ้งหรือร่วมกับการกลิ้งและการเคลื่อนที่แบบเลื่อน (Sliding Motion) ทำให้เกิดแรงแบบสลับหรือการวางตัวของแรงเค้นในทิศทางที่ตั้งฉากกับผิวหน้าของวัสดุ ความเค้นสัมผัส (Contact Stress) ที่เกิดขึ้นบนผิวหน้าเริ่มต้นจากการฟอร์มตัวของรอยร้าวภายใต้ผิวหน้าของวัสดุ และขยายกลับมาที่ผิวหน้าอีกครั้งทำให้เกิดมีลักษณะเป็นหลุม (Pit) การล้าด้วยรูปแบบนี้มักจะพบในวัตถุที่มีการรีดซ้ำแล้วซ้ำเล่าผ่านผิวหน้าของวัสดุ ส่งผลให้เกิดความเค้นตกค้างที่สูงในแต่ละจุดเป็นแนวยาวบนผิวหน้าของวัสดุ ยกตัวอย่าง เช่น เฟือง รางรถไฟที่มักจะเกิดการล้าที่ผิวหน้าชิ้นงาน ตัวอย่างการสึกหรอร่วมกับการล้าบนผิวหน้าแสดงในรูปที่ 2

ก) เฟืองที่เกิดการเสียหาย

ข) ฟันเฟืองที่เกิดการกะเทาะ
รูปที่ 2 เฟืองที่เสียหายด้วยกลไกการสึกหรอร่วมกับการล้าบนผิวหน้าจนเกิดการกะเทาะของฟันเฟือง
6. การสึกหรอแบบถูครูด (Fretting Wear)
ผิวหน้าของวัสดุที่มีการสัมผัสอย่างแนบแน่นกับวัสดุอื่นและมีธรรมชาติการเคลื่อนที่เป็นคาบและมีแอม-ปลิจูดสูงมาก เช่น การสั่นสะเทือน มีแนวโน้มที่จะเกิดการสึกหรอได้ การสึกหรอจากการถูครูดมักจะเกิดร่วมกับการกัดกร่อนหรือการเกิดออกซิเดชันของเศษชิ้นส่วนที่หลุดออกมาและบริเวณที่สึกหรอ กลไกการสึกหรอจะมีเศษชิ้นส่วนโลหะที่หลุดออกมาในปริมาณเล็กน้อยจากระบบแทนที่จะมีเศษชิ้นส่วนตกค้างภายในผิวหน้าที่สัมผัสกับ ผิวหน้าอีกด้านหนึ่งโดยเฉพาะในกรณีที่แสดงให้เห็นการเกิดพันธะทางกลและการเคลื่อนที่แบบส่ายไปมาของผิวหน้าที่แยกตัวออกมา ดังนั้นจึงทำให้เกิดการออกซิไดซ์ของอนุภาคที่หลุดออกมาได้ ถ้าเศษโลหะที่หลุดออกมาถูกฝังอยู่ในผิวหน้าของโลหะที่มีความนิ่มกว่า อัตราการสึกหรออาจจะลดลง ถ้าไม่มีเศษโลหะเหลือค้างอยู่เลยบนผิวหน้ารอยต่อของวัสดุทั้งสอง อัตราการสึกหรออาจจะเพิ่มขึ้นได้ รอยร้าวจากการล้ายังมีแนวโน้มที่จะฟอร์มตัวในบริเวณที่สึกหรอ เป็นผลทำให้เกิดการเสื่อมสภาพบนผิวหน้าของวัสดุต่อไป สารหล่อลื่นที่เป็นของเหลวและของแข็ง (เช่นการปรับปรุงผิวหน้า การเคลือบผิวเป็นต้น) ความเค้นตกค้าง (ที่เกิดจากการยิงเม็ดเหล็กหรือเลเซอร์) การทำผิวให้เป็นร่อง (เพื่อเก็บเศษโลหะที่หลุดออกมา) และ/หรือการเลือกใช้วัสดุที่เหมาะสมสามารถที่จะช่วยลดปรากฏการณ์ดังกล่าวหรือต้านทานการสึกหรอแบบถูครูดได้