
แม้ว่าจะมีการนำเทคโนโลยีใหม่ ๆ มาใช้ในการผลิตรางและมาตรฐานความปลอดภัยที่ดีกว่ามาใช้อย่างต่อเนื่องก็ตาม แต่ปัจจุบันก็ยังคงมีอุบัติเหตุที่มีรางเป็นปัจจัยเกิดขึ้นอยู่บ่อย ๆ ปัจจัยภายนอกที่เป็นสาเหตุการเสียหายของรางรถไฟมีหลายประการ เช่น แรงกระทำที่เกิดจากการใช้งาน ลักษณะการเชื่อมต่อราง เทคนิคการซ่อมบำรุง การกัดกร่อน การสึกหรอ การแตกหัก การรับแรงเกินพิกัด ฯลฯ ความเสี่ยงในระบบขนส่งทางรางอาจอยู่ในรูปของค่าใช้จ่าย การสูญเสียชีวิตของมนุษย์ โครงสร้างพื้นฐานที่ไม่พร้อมใช้งาน ความล่าช้าในการขนส่ง สูญเสียความเชื่อมั่น และอาจส่งผลกระทบต่อสิ่งแวดล้อมได้ด้วย ดังนั้นเพื่อเพิ่มความปลอดภัยและประสิทธิภาพในระบบขนส่งทางรถไฟ การเข้าใจสภาพของรางเป็นสิ่งสำคัญ โดยเฉพาะอย่างยิ่งในบริเวณที่ต้องสัมผัสกับล้อก่อนการติดตั้งและใช้งานซึ่งเป็นกุญแจสำคัญในการเพิ่มความปลอดภัยและประสิทธิภาพของระบบขนส่งทางรถไฟ

รูปที่ 1 แรงกระทำที่ผิวหน้าสัมผัสระหว่างล้อกับรางส่งผลให้เกิดการเสียรูปแบบยืดหยุ่นของโครงสร้างจุลภาคที่ส่งผลต่อ
RCF (สีเขียว: แนวสัมผัส, ลูกศรน้ำเงิน:
แรงเฉือนตามยาว, ลูกศรแดง: แรงตั้งฉาก)
สำหรับปัจจัยภายในที่สามารถส่งผลต่อการเสียหายของรางมาจากคุณภาพของราง
ซึ่งสมบัติทางกลของรางมักถูกกำหนดโดยลักษณะของโครงสร้างจุลภาคที่เกิดขึ้นหลังจากกระบวนการผลิต
ได้แก่ ขนาดเกรน สัดส่วนของเฟส/โครงสร้าง
การกระจายเชิงพื้นที่และสัณฐานวิทยาของเฟสต่าง ๆ ในโครงสร้างจุลภาค ลักษณะดังกล่าวนี้สามารถตรวจสอบได้โดยใช้เทคนิคการตรวจสอบโครงสร้างจุลภาคทั้งแบบลอกลาย
(Replica Testing) และการตรวจสอบจากภาคตัดขวาง (Cross-section
Analysis) ซึ่งเป็นเทคนิคการตรวจสอบแบบไม่ทำลาย (Nondestructive
Testing) และแบบทำลาย (Destructive Testing) ตามลำดับ
ปัจจุบันรางที่มีโครงสร้างแบบเพิร์ลลิติก
(Pearlitic Rails) เป็นที่นิยมใช้อย่างกว้างขวางในการก่อสร้างทางรถไฟ
มีเหตุผลหลายปัจจัยซึ่งรวมถึงความเหมาะสมที่ดีทั้งในเรื่องราคา
ความต้านทานการสึกหรอ และความแข็งแรง อย่างไรก็ตาม แม้ว่าความแข็งแรงของเหล็กรางแบบเพิร์ลลิติกจะสามารถปรับปรุงให้มีค่าสูงขึ้นได้โดยผ่านการปรับส่วนผสมทางเคมีและกระบวนการทางความร้อน
อย่างไรก็ตาม ถ้าโครงสร้างจุลภาคที่เกิดขึ้นหลังจากขั้นตอนการรีดไม่สมบูรณ์ เช่น
เกิดโครงสร้างแบบตาข่ายของเฟอร์ไรท์ตามขอบเกรน (Grain Boundary Ferrite
Network) หรือเกิดชั้นสูญเสียคาร์บอนที่ผิว (Decarburized
Layer) อาจทำให้ไม่สามารถใช้งานได้ตามที่ออกแบบไว้ และจากข้อมูล
พบว่ารางที่ใช้งานในหลาย ๆ ประเทศรวมทั้งประเทศไทยส่วนใหญ่เป็นแบบเพิร์ลลิติก[2] กล่าวคือ มีโครงสร้างพื้นฐานเป็นเพิร์ลไลท์ ซึ่งอาจเป็นเพิร์ลไลท์ 100% หรือเป็นเพิร์ลไลท์-เฟอร์ไรท์ ทั้งนี้ขึ้นอยู่กับเกรดของราง

รูปที่ 2 กระบวนการผลิตเหล็กรางรถไฟของ Nippon Steel[3]
ในระหว่างขั้นตอนการรีดเหล็กรางดังแสดงในรูปที่ 2 นั้น[3] การเปลี่ยนเฟสจากออสเทนไนท์ไปเป็นเพิร์ลไลท์เป็นกระบวนการที่ถูกควบคุมโดยกลไกการแพร่ (Diffusion-controlled Process) ซึ่งการแพร่นำไปสู่การเกิดนิวเคลียสแล้วมีการเติบโตเป็นเฟสต่าง ๆ ขึ้นมา สมบัติเชิงกลส่วนใหญ่ขึ้นอยู่กับการฟอร์มตัวของโครงสร้างเพิร์ลไลท์ที่มีลักษณะเป็นชั้นสลับไปมาระหว่างเฟสเฟอร์ไรท์ที่ค่อนข้างอ่อนนิ่มและเหล็กคาร์ไบด์ (Fe3C) ที่เรียกว่าซีเมนไตท์ (Cementite) ที่มีความแข็งแต่เปราะดังแสดงตัวอย่างในรูปที่ 3 จึงทำให้โครงสร้างแบบเพิร์ลลิติกมีความต้านทานการสึกหรอที่ดี โครงสร้างเพิร์ลลิติกที่มีความละเอียดและสมบูรณ์ 100% และมีระยะห่างระหว่างแถบเพิร์ลไลท์ (Interlamellar Spacing) ต่ำจะให้คุณสมบัติเชิงกลดีขึ้น เช่น ความต้านทานการสึกหรอ (ความต้านทานต่อการสึกหรอจะมีค่าสูงมากขึ้นเมื่อระยะห่างระหว่างแถบเพิร์ลไลท์ลดลง) โครงสร้างจุลภาคเหล่านี้สามารถปรับปรุงได้โดยการควบคุมการเปลี่ยนเฟส รวมถึงการควบคุมระยะห่างระหว่างแถบเพิร์ลไลท์ โดยทำให้โครงสร้างเพิร์ลไลท์มีความละเอียดด้วยการเจือธาตุผสมและควบคุมการผลิตด้วยหลักการทางอุณหกลศาสตร์ (Thermomechanical Process) รวมทั้งควบคุมโครงสร้างโปรยูเทคตอยด์ซีเมนไตท์ (Pro-eutectoid Cementite) และลดสารฝังในหรือสิ่งเจือปน[4]
ปัจจัยที่สำคัญของเหล็กรางเชิงพาณิชย์ที่มีปริมาณคาร์บอนอยู่ประมาณ 0.8% (Pearlitic Steel) คือลักษณะโครงสร้างจุลภาคที่เกิดขึ้น ลักษณะโครงสร้างจุลภาคที่สำคัญที่พบในเหล็กรางเชิงพาณิชย์ที่มีคาร์บอนเจืออยู่ประมาณ 0.8% (Pearlitic Steel) ซึ่งควรมีโครงสร้างจุลภาคเป็นเพิร์ลไลท์ 100% โดยเชื่อว่าปัจจัยด้านโครงสร้างจุลภาคเหล่านี้มีส่วนสำคัญที่ส่งผลต่อประสิทธิภาพของเหล็กราง ข้อสังเกตที่สำคัญที่สุดประการหนึ่งคือการเกิดขึ้นและผลกระทบของโปรยูเทคตอยด์ซีเมนต์ไทต์ (มีปริมาณคาร์บอนมากกว่าที่อยู่ในส่วนผสมยูเทคตอยด์และมีการเย็นตัวช้า) ซึ่งส่งผลให้ลดความต้านทานต่อการสึกหรอและการล้าแบบกลิ้งสัมผัสดังสรุปในรูปที่ 4

ก) โครงสร้างจุลภาคของรางรถไฟแบบเพิร์ลลิติก[5]


รูปที่ 3 โครงสร้างจุลภาคและตัวแปรพื้นฐานที่ใช้ในการวัดโครงสร้างจุลภาคของรางเหล็กกล้าเพิร์ลลิติก
อย่างไรก็ตาม
รางใหม่มักเกิดชั้นสูญเสียคาร์บอนที่ผิว (Decarburization Layer)[8]
ในระหว่างขั้นตอนการให้ความร้อนในเตา (Reheating Furnace) เพื่อทำการรีดที่อุณหภูมิประมาณ 1,150 องศาเซลเซียส และบรรยากาศของเตาเผาแผ่นเหล็กเป็นแบบออกซิไดซิ่ง
(Oxidizing Atmosphere) ดังแสดงในรูปที่ 2 กล่าวคือ โครงสร้างเหล็กคาร์ไบด์หรือซีเมนไตท์
(Fe3C) ที่อยู่ในเพิร์ลไลท์ถูกออกซิไดซ์ โดยคาร์บอนเกิดปฏิกิริยาออกซิเดชันและสูญหายไปจากพื้นผิว
จึงทำให้เกิดการสูญเสียคาร์บอนหรือมีโครงสร้างเฟอร์ไรท์เพิ่มขึ้นนั่นเอง และเหล็กในโครงสร้างเฟอร์ไรท์ที่ผิวนอกสุดของรางส่วนหนึ่งเกิดปฏิกิริยาออกซิเดชันกลายเป็นเหล็กออกไซด์และถูกกำจัดออกก่อนการรีด
แต่ชั้นสูญเสียคาร์บอนรวมทั้งโครงสร้างโปรยูเทคตอยด์เฟอร์ไรท์ที่เกิดขึ้นตามขอบเกรน
(มีปริมาณคาร์บอนต่ำกว่าที่อยู่ในส่วนผสมยูเทคตอยด์) ที่ถัดลงมาซึ่งมีความแข็งที่ผิวหน้าสัมผัสลดลงยังคงอยู่ในเหล็กรางหลังกระบวนการรีด
หากไม่มีการตรวจสอบและทำการเจียรออกก่อนใช้งานจะทำให้รางเกิดการสึกหรอได้ง่าย
ความลึกของชั้นที่มีการสูญเสียคาร์บอนที่ปรากฏบนส่วนหัวของรางบริเวณผิวหน้าสัมผัส (กับล้อ) มีอิทธิพลอย่างมากต่อคุณภาพของรางและปัญหานี้มักถูกมองข้าม ความรุนแรงในการสึกหรอจะเพิ่มตามความหนาของชั้นที่มีการสูญเสียคาร์บอน โดยพบว่ารางที่มีชั้นสูญเสียคาร์บอนมีอัตราความเสียหายเพิ่มขึ้นมากกว่า 2 เท่าในสภาวะปกติ[8] และเพิ่มขึ้นมากกว่า 4 เท่าในสภาวะแบบเปียกสลับแห้งเมื่อเทียบกับรางที่ไม่พบชั้นที่มีการสูญเสียคาร์บอนที่ผิว[9] นอกจากนี้ชั้นดังกล่าวยังส่งผลให้เกิดการขยายตัวของรอยแตกด้วยกลไก RCF ซึ่งตัวอย่างการตรวจพบชั้นที่มีการสูญเสียคาร์บอนที่ผิวของส่วนหัวรางและนำไปสู่การแตกหักด้วยกลไก RCF แสดงในรูปที่ 5

รูปที่ 4 ปัจจัยหลักทางโครงสร้างจุลภาคที่ส่งผลต่อประสิทธิภาพของเหล็กรางรถไฟ

รูปที่ 5 โครงสร้างจุลภาคของหัวรางบริเวณที่สัมผัสกับล้อพบชั้นที่มีการสูญเสียคาร์บอนที่ผิวและรอยร้าว
การเริ่มต้นใช้รางใหม่ที่ไม่ผ่านการเจียรเอาชั้นที่มีการสูญเสียคาร์บอนที่ผิวออกจากพื้นผิวสัมผัสกับล้อของหัวรางนั้นเป็นประเด็นที่น่าสนใจอย่างยิ่ง
แม้ว่ามาตรฐาน EN 13674-1[10] ยินยอมให้มีชั้นสูญเสียคาร์บอนที่ผิวสูงสุดซึ่งกำหนดขอบเขตเป็นโครงข่ายของเฟอร์ไรต์ที่สมบูรณ์
(Completed or Closed Ferrite Networks) และโครงสร้างเบนนิติก/มาร์เทนซิติกได้ไม่เกิน
0.5 มม. หรือ 500 ไมโครเมตรลึกลงไปจากผิวหัวราง และไม่ควรมีข้อบกพร่องใดๆ ในบริเวณพื้นผิวสัมผัส
(Running Surface) ที่มีความลึกเกิน 0.30 มม. แต่ถ้ารางมีชั้นสูญเสียคาร์บอนที่ผิวถึงขีดจำกัดที่กำหนดโดยมาตรฐานและเงื่อนไขทางเทคนิคที่กล่าวถึงข้างต้นจะมีความเสี่ยงติอการเกิดข้อบกพร่องที่พื้นผิว
รวมทั้งข้อบกพร่องในโปรไฟล์ของหัวรางตลอดช่วงอายุการใช้งาน และถ้าต้องการขยายอายุการใช้งานของรางออกไปต้องเสริมความแข็งแรงของพื้นผิวหัวราง
(เช่น การเชื่อมพอก การชุบผิวแข็ง ฯ) นอกจากนี้ยังพบว่าการสูญเสียคาร์บอนที่ส่งผลให้ค่าโมดูลัสความยืดหยุ่น
(Elastic Modulus) และความแข็งของผิวหน้าสัมผัสรางลดลงนั้นยังส่งผลต่อการเพิ่มการสึกหรอและเร่งอัตราการเกิดลอนคลื่น
(Corrugation) และอัตราการขยายตัวของลอนคลื่นในรางที่มีชั้นสูญเสียคาร์บอนจะเพิ่มขึ้น
43% เมื่อเทียบกับรางที่ไม่มีชั้นสูญเสียคาร์บอน[11] ซึ่งการเจียรรางเมื่อเกิดลอนคลื่นและเกิดชั้นเสื่อมสภาพหลังการใช้งานจะเสียงบประมาณในการเจียรและลดอายุการใช้งานจากการเสียเนื้อวัสดุมากกว่าการเจียรชั้นสูญเสียคาร์บอนออกก่อนการติดตั้งและใช้งาน
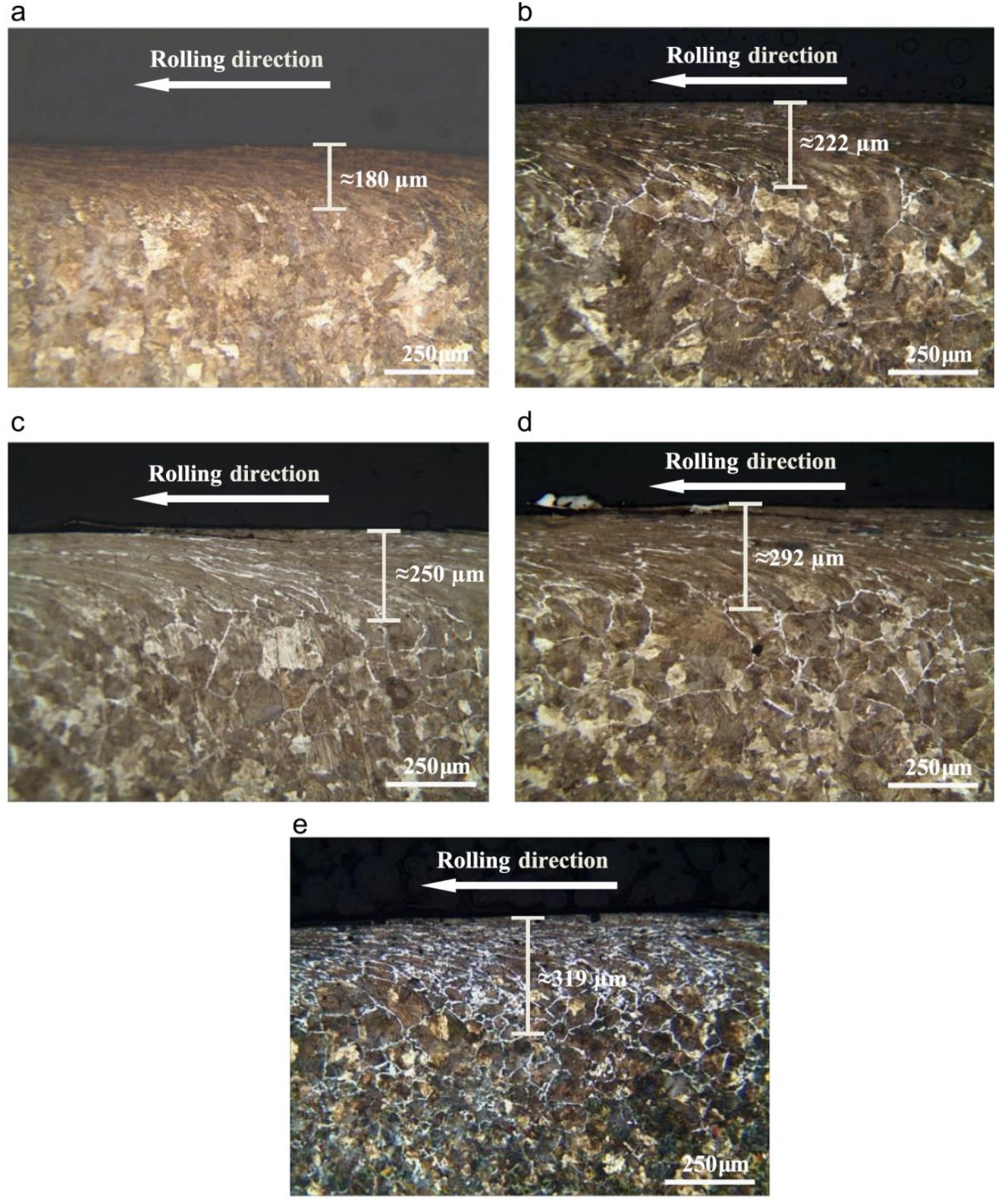
ในระหว่างที่รางถูกใช้งานนั้น ชั้นผิวหน้าสัมผัสของรางจะสึกหรอและหลุดออกไปเรื่อย ๆ เนื่องจากการเสียดสีของล้อและราง ในขณะเดียวกันก็มีการสร้างข้อบกพร่องในรูปแบบของการแตกร้าวของขอบล้อควบคู่ไปด้วย ซึ่งส่วนใหญ่เกิดขึ้นในส่วนโค้งของรางที่มีรัศมีแคบและส่วนที่เป็นทางตรงในสถานที่ที่มีพื้นผิวรางไม่แข็งแรง ข้อบกพร่องประเภทนี้เกิดขึ้นบ่อยครั้งระหว่างการใช้งานและมีระดับความรุนแรงที่แตกต่างกันซึ่งมีความเกี่ยวข้องกับการเกิดชั้นสูญเสียคาร์บอนที่ผิว ยิ่งมีชั้นสูญเสียคาร์บอนลึกมากเท่าไร ยิ่งเพิ่มอัตราการเสียรูปถาวร (Plastic Deformation) และการสึกหรอมากขึ้นเท่านั้นเมื่อมีการเสียดสีกับล้อดังแสดงในรูปที่ 6 และเป็นข้อบกพร่องที่มักนำไปสู่การขยายตัวด้วยกลไกการล้าแบบกลิ้งสัมผัส ดังที่มีการสำรวจพบในแคนาดาและสหรัฐอเมริกาดังรูปที่ 7

(ซ้าย) การตกรางที่เกิดจาก RCF ในแคนาดา (ขวา) การตกรางที่เกิดจาก RCF ในสหรัฐอเมริกา
รูปที่ 7 สถิติการตกรางของรถไฟที่มีการสำรวจพบในแคนาดาและสหรัฐอเมริกาที่พบว่าการแตกหักขยายตัวมาจากกลไกการล้าแบบกลิ้งสัมผัส
(RCF) [13]
เอกสารอ้งอิง
1. A
Doherty, S Clark, R Care, M Dembowsky. Why rails crack. Ingenia 2005:
23; 23-28.
2. สำนักงานนโยบายและแผนการขนส่งและจราจร. ความรู้เบื้องต้นเกี่ยวกับรางรถไฟ.
https://engfanatic.tumcivil.com/tumcivil_1/media/Rway/RW.pdf
3. NIPPON
STEEL CORPORATION. Manufacturing Process. https://www.nipponsteel.com/en/product/construction/process/
4. R.
Ordonez, C. Isaac Garcia, Semih Kalay, Anthony J. DeArdo. New Rail Steels
for the 21st Century.
5. TECS.
Summary of the phase transformations of steel. https://www.tec-science.com/material-science/iron-carbon-phase-diagram/phase-transformations-in-solidified-state-metastable-system/
6. K.A.
Meyera, D Nikas, J Ahlström. Microstructure and mechanical properties of the
running band in a pearlitic rail steel: Comparison between biaxially deformed
steel and field samples. Wear 396–397 (2018) 12–21.
7. H.
Yokoyama, S Mitao, M Takemasa. Development of High Strength Pearlitic Steel
Rail (SP Rail) with Excellent Wear and Damage Resistance. NKK TECHNICAL
REVIEW No.86 (2002).
8. Carroll,
R., & Beynon, J. (2006). Decarburisation and rolling contact fatigue of
a rail steel. Wear, 260(4-5), 523-537.
https://doi.org/10.1016/j.wear.2005.03.005
9. Zhao,
X., Wang, H., Guo, J., Liu, Q., Zhao, G., & Wang, W. (2018). The effect
of decarburized layer on rolling contact fatigue of rail materials under
dry-wet conditions. Engineering Failure Analysis, 91, 58-71.
https://doi.org/10.1016/j.engfailanal.2018.04.026
10. EN
13674-1: Railway track applications—rail. Part 1. Flat bottom symmetrical rails
46 kg/m and above, British Standards Institute, London, UK, 2017.
11. Chen,
S., Zhao, G., Liu, S., Wang, P., & Wang, H. (2023). Effects
of decarburized Layer's material property on the rail corrugation development.
Wear, 530-531, 205040. https://doi.org/10.1016/j.wear.2023.205040
12. Zhao,
X., Guo, J., Wang, H., Wen, Z., Liu, Q., Zhao, G., & Wang, W. (2016). Effects
of decarburization on the wear resistance and damage mechanisms of rail steels
subject to contact fatigue. Wear, 364-365, 130-143.
https://doi.org/10.1016/j.wear.2016.07.013
13. https://www.icri-rcf.org/wp-content/uploads/2020/07/ICRI-Broken-Rails-Review-July-2020.pdf















